 Nachdem der letzte Druckversuch eher als gescheitert betrachtet werden kann, ging es am Mittwoch wieder einen Schritt zurück vom Produktionsdruck zur Kalibrierung.
Nachdem der letzte Druckversuch eher als gescheitert betrachtet werden kann, ging es am Mittwoch wieder einen Schritt zurück vom Produktionsdruck zur Kalibrierung.
Zwei Faktoren missfallen noch am Druck: Flächen schließen nicht sauber und Konturen reißen manchmal ab. Beides setzt sich dann in weiteren Schichten fort und zerstört dann das Objekt.
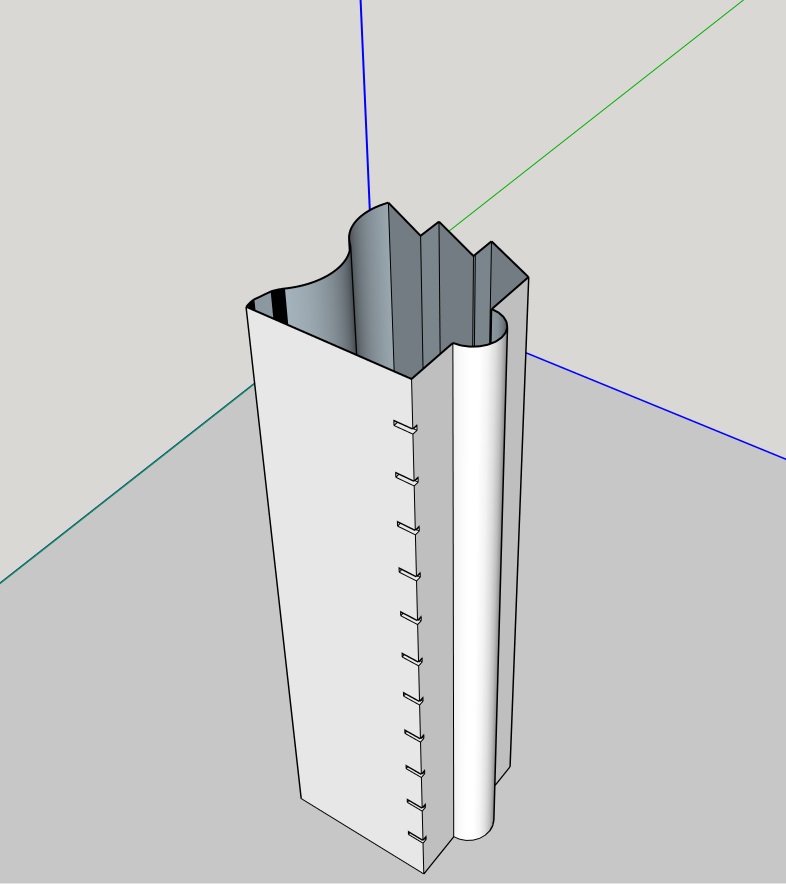
Um der Sache Herr zu werden soll erst einmal die perfekte Drucktemperatur für unser Material bestimmt werden. Dazu habe ich ein einfaches, 12cm hohes, nur-kontur Objekt mit geraden, geschwungenen, spitzen und runden Kanten entworfen.
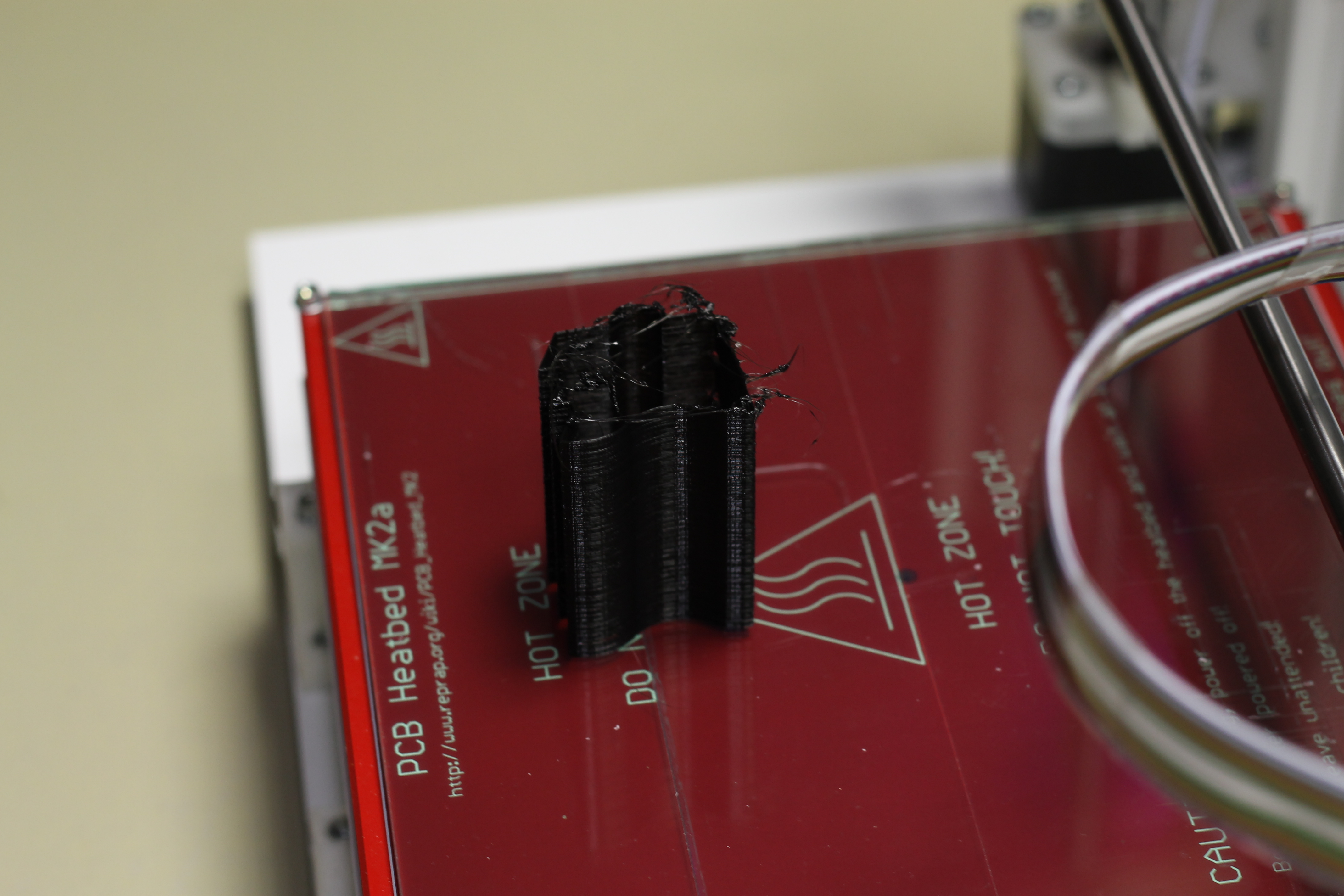
Der Slicer wurde auf mittlerer Qualität (150um) eingestellt und das erzeugte .gcode File mit einem Python-Skript derart nachbearbeitet, dass von unten nach oben die Drucktemperatur kontinuierlich von 190 – 210degC zunimmt. Damit sollte am Ergebnis eine Beurteilung der Oberfläche und Druckqualität möglich sein.
Leider brach der Druck nach ca. 4cm ab, da sich das Objekt vom Tisch lösten (Nächstes mal mit ‚Brim‘ drucken!). Aber schon hier sah meine eine ausreichende Qualität bei ca. 192degC. Kältere Temperaturen führten zu ausgebrochenen Spitzen, wärmere zu leichten Wellen auf sonst  geraden Flächen.
geraden Flächen.
Die Tests werden beim nächsten mal für 194degC+ fortgeführt und auch die Druckgeschwindigkeit wird noch kalibriert werden.
 Ein weiteres Projekt momentan in Bearbeitung ist ein Kinder MP3-Player für meinen Sohn.
Ein weiteres Projekt momentan in Bearbeitung ist ein Kinder MP3-Player für meinen Sohn.